
当回料越来越多时,输送设备应当如何适应破碎料的堆积密度差异?
发布时间:2025-01-20
传统的塑料加工都是以颗粒作为理想的原料,各种加工和辅助设备都围绕塑料材料和添加剂的颗粒形态移动、混合和加工的理念进行了优化。不过近些年情况发生了变化,许多消费后回收材料并不一定是以颗粒形式销售给共混商,或者购买薄片的形式会更便宜些,还有一些加工商选择重复使用内部废料。
随着消费者和监管机构对回收材料含量要求不断增加的压力,加工商需要探索如何在加工过程中使用更高比例的回收材料。
除了确保再生料的一致性和质量的挑战外,其他困难还包括通过系统有效捕获、管理和利用大量再生料的实际问题。问题是:如何针对再生料特殊的尺寸、输送、结团、干燥、进料和混合再生料的性质,将其顺利送至机器入口——无论是注塑机还是挤出机?本文提供了一些实用且有利可图的解决方案或思路。

另一种适用于轻质、难以流动的再研磨材料的解决方案是配备侧进料螺旋钻的料斗,该螺旋钻可将材料直接分配到搅拌机的混合室中。来源(所有图片):Conair
一、将回料或薄片输送到生产流程上
虽然粉碎设备经过优化,可以处理各种废料,但大多数加工设备都是针对颗粒状材料设计的。这意味着,虽然许多加工商可能发现在现有设备中输送和处理低比例的再研磨或薄片相对容易,但容纳再高的比例就将带来问题。
这些问题的根源在于再研磨/薄片和颗粒之间的根本差异。再研磨/薄片体积更大、重量更轻、形状更不规则,它通常不像颗粒那样具有可预测性和平滑性。

混合材料料斗提供机械搅拌以分散回流材料并确保材料自由流动。
回收料的特性也因废料来源而异。来自较厚壁模塑或挤压部件的材料相对致密,因此在尺寸减小后,颗粒往往足够重以维持一定的重力流动,但其他材料可能更难处理。
片材和薄膜不仅更难减小尺寸,而且还会产生轻、扁或片状的回收料,这些回收料容易聚结并不易流动。例如挤压 PET 片材或农用薄膜的厚度可能在 5 到 20 毫米之间。更困难的是来自泡沫产品的回收料,这些产品的空气膨胀结构非常轻,甚至无法抵抗机械辅助。
生产更大比例薄片的系统需要进行一些规划,因为薄片有变平、聚成一团、架桥或以其他方式拒绝移动的趋势,导致出现孔洞或堵塞并造成材料输送问题,特别是在输送口处。它还可能引发材料干燥、进料和混合问题。
二、机械搅拌和流动增强
处理碎料(尤其是片状碎料)时,缺乏流动性是常见现象。幸运的是,还有一个常见的解决方案——使用增强流动性的设计和设备,以保持材料流动。这些包括:
● 带有机械进料的输送气闸或带有内部搅拌器的模块化分配箱,使物料保持向输送出口移动。
● 装有机械“碎块机”或螺旋钻的料斗。
● 带有机械螺旋钻的搅拌箱或特殊的漏斗形混合箱,设计有流动诱导螺旋钻,以保持薄片或薄膜持续移动。
● 无过滤器接收器采用“旋风”设计,将较轻的物料从输送气流中分离出来,或采用气刀保持物料移动。
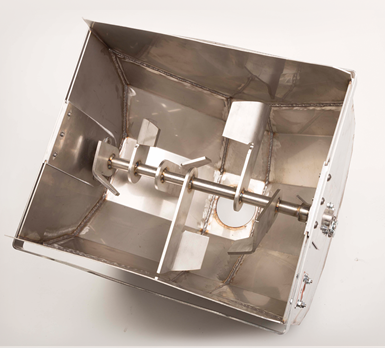
这款锥形搅拌机混合箱配有搅拌器,可确保物料自由流动。
还有一系列工具可用于喂入再加工的再研磨或薄片。这些工具的选择取决于材料混合所需的精度。当原始/再研磨混合比对产品质量并不重要时,一个简单的比例阀就可以完成这项工作,为机器喉口提供稳定的再研磨或薄片流。当比例精度更为关键时,螺旋驱动的轻质材料(如薄膜或薄片)送入搅拌机或机器喉口是正确的答案。
三、实现更大体积和更轻重量
流动性是一个需要解决的问题,但还有一个更实际的问题。为了提高精度,几乎塑料加工设备的所有产能都是根据颗粒材料以磅/小时为单位进行评级的。使用更高比例的再研磨和薄片会破坏这些评级,因为更轻的堆积密度材料会改变设备和系统产能。为了实现相同的再研磨/薄片产量——无论是在输送、干燥、混合还是加工过程中——您必须移动和处理更大体积的较轻材料。
在再研磨比率较低的情况下,这种体积差异很容易被忽视,但随着比率的增加,相对于颗粒而言,再研磨的体积越大,设备的容量和产量就越低。请考虑以下几个例子:
1、缓冲料仓。假设您想提高工艺中再研磨料的百分比,该工艺的尺寸为 35 磅/立方英尺的颗粒状原始材料,并从 10 立方英尺的缓冲料仓进料,每个缓冲料仓可容纳 350 磅材料。如果您将一个料仓切换为再研磨料,其体积密度为 25 磅/立方英尺,则该缓冲料仓现在只能容纳 250 磅材料。如果该缓冲料仓用于缓冲容量,并且您不调整输送/材料填充率,则下游机器可能会缺料。
2、混合。如果您每小时消耗一定量的材料,混合比例为 30 %,而您将混合比例增加到 50 %,那么您必须重新考虑输送周期,以便正确满足工艺要求。此外,如果您在输送系统中增加装载时间,系统必须具有满足该需求的能力;否则,您可能会使工艺缺乏材料。
3、干燥。如果加工商的系统干燥速度为 5,000 磅/小时的颗粒,但随后转而处理回用料,则由于体积密度的差异,吞吐量将会降低。例如,将干燥过程从密度为52 磅/立方英尺的PET 颗粒转换为密度为25 磅/立方英尺的PET薄片,会导致吞吐量发生重大变化。为了产生相同吞吐量的干燥 PET 薄片,必须将干燥料斗增大到大约两倍大小,或者您需要将系统运行时间增加大约两倍——使料斗中的停留时间增加一倍——以处理增加的材料量,但即便如此,您仍可能无法高枕无忧。有时,有必要增加干燥设备的尺寸,因为干燥机可能需要更大的“动力”来持续驱动气流通过紧密堆积的薄片回用料层,而这些层可能会成为气流的障碍。
4、输送。再研磨料和薄片的较低体积密度意味着,如果您增加再研磨料的比例,而其他所有条件保持不变,则通过系统移动的材料(例如磅/小时)会减少。为了保持您习惯的吞吐量,您必须更频繁地移动材料(例如增加接收器装载周期/小时或减少“预留”时间)和/或扩大您的存储空间。在实践中,这可以通过多种方式实现:
● 运行更频繁的填充周期以保持现有接收器满载。这需要备用泵容量。
● 除了延长填充周期外,还通过使用模块化箱体扩展和“拉伸”主体接收器来扩大箱体和接收器的容量。
● 将现有泵或输送系统容量细分为更小的子系统,每个子系统服务较少数量的接收者。这增加了备用时间,使系统能够在最坏情况下保持正常运行,例如当所有接收者同时需要物料时。
● 扩大输送管道的尺寸和泵的容量,以在相似的装载时间内处理更大的容量,其中更大的容量使系统能够在相同的时间内拉出更多的材料。
此外,还建议使用无过滤器接收器,因为多尘、片状的碎屑会堵塞或遮挡网状过滤器,导致维护困难。

干燥料斗的模块化螺栓扩展装置(如这种“大礼帽”),在干燥体积密度较低的再生材料时,提供了一种扩大料斗容量的廉价方法。
处理工业后废料和 PCR 材料所面临的挑战已经存在多年,这并不是什么新鲜事。新情况是监管和消费者压力促使行业和个体加工商越来越急切地应对加工更多再研磨材料的挑战。支持加工过程中回收/再研磨材料比例越来越高所需的技术和知识当然存在,但必须仔细、系统地考虑采用技术的决定,以确保获得最高效和最有利可图的结果。
转自——链塑网公众号
我司供应 CPE/BOPE 薄膜用——超透超低雾度防粘连剂 SILTON JC 硅酸铝盐系列
依据广告法,可能是目前最好的选择
技术咨询:张凯,13825504923
出货事宜:程明,13825501180

