
薄膜平整度的关键——双向拉伸薄膜厚度的在线修复技术
发布时间:2024-08-28
一、 导语
但凡从事过双向拉伸薄膜生产的人,可能都遇到过这样的问题,就是薄膜在宽度方向上出现持续偏高或偏低的点,业内称之为死点,如图 1。
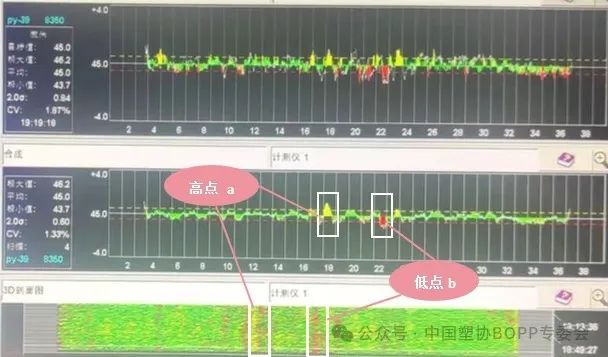
图 1
如果这样的死点偏差值超过一定范围,对薄膜平整度的影响非常大,导致后期加工无法顺利进行。一旦出现这样的死点,往往都不能通过在线调整来消除,通常要停机处理,有些时候可以通过清洁模口脏物(主要是积炭)、或调整厚度调节螺栓来改善,有的时候则对模头进行分解,做更彻底的保养清洁,才有可能改善。若是模头内流道受损,则要送出去进行维修。无论采用何种方式,损失都是巨大的,而且越是后者损失就越大。
针对此类问题,笔者设计了一种薄膜的在线修复装置,在不停机的情况下,像图 1 中这样的厚度死点,可以进行在线修复,此装置已经获得国家专利证书。
根据薄膜拉伸的原理,以上的厚度死点,主要取决于横向拉伸。对于薄膜厚度高点,可以通过热风再加热,使该处的薄膜温度相对于其他位置更高,在进行横向拉伸时,就会更易拉伸,从而使该点厚度变薄。对于厚度低点,则通过冷风冷却的方式,使该点的温度降低,相对薄膜的其他位置,会更加难以拉伸,从而使该点厚度变厚,见图 2 双向拉伸薄膜生产线厚度修复装置照片。
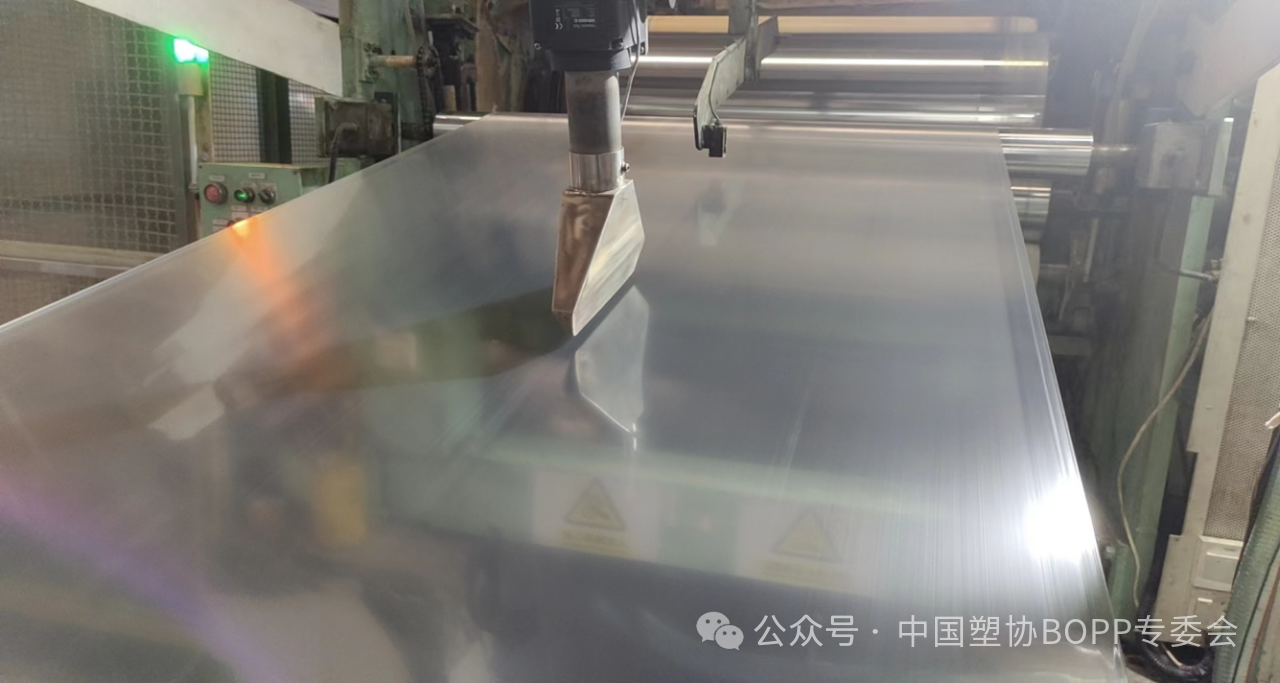
图 2 双向拉伸薄膜生产线厚度修复装置照片
二、在设计此修复装置时,需要考虑几个细节:
1、厚度修复装置安装在什么位置。
薄膜宽度方向(横向)的厚度均匀性,主要取决于横向拉伸,因此,该装置应安装在纵向拉伸后与横向拉伸前这个区域。
2、用于加热或冷却的风嘴出风口要设计成矩形,出风口不能太宽,否则修复的位置就难以控制得很精准。
3、矩形开口的风嘴要有足够长度,以保证作用时间充分,足以能够对厚度缺陷区域的薄膜温度产生较明显的影响。
4、风嘴能够上下左右移动,以便能作用到厚度死点上,而且风嘴能够转动(垂直与水平两个方向才能转动),以便风嘴能垂直于膜面,并能与膜的前进方向保持一致。
三、此修复装置在实际生产中是如何使用的呢?
第一步:首先判断厚度缺陷的位置。
厚度缺陷的位置是可以通过观察厚度图像来确定的。如图 1,厚度高点 a 的位置大致在模头调节螺栓 B17.8 的地方,厚度低点大致在 B22.2 的地方。
第二步、确定风嘴的位置。
在做这一步之前,先要知道几个参数:
①、模头上厚度调节螺栓的数量是多少,中心螺栓是哪一个(三菱重工 8.2 米双向拉伸线的模头螺栓的中心螺栓是 B20,从而可知正常情况下,薄膜的中心也就是 B20 螺栓的中心。
②、模头上厚度调节螺栓的每个螺栓的间距是多少(假定是 30mm)
③、流延机出口的膜宽是多少(假定是 1100mm)
④、纵向拉伸出口的膜宽是多少(假定是 1000mm)这样就可以计算出来,膜经过纵向拉伸后宽度大约减少 10%,也就意味着厚度调节螺栓间的间距由原来的 30mm 减小到约 27mm。纵向拉伸后的膜上螺栓的间距值(27mm),是确定风嘴作用位置的重要参数。
以图 1 中的高点 a 为例,B17.8,与膜的中心 B20 相差 2.2 个螺栓,也就是 2.2x27=59.4mm 的距离。所以,厚度修复风嘴的位置应在膜中心偏 B01 螺栓 59.4mm 的地方,如图 3 所示。
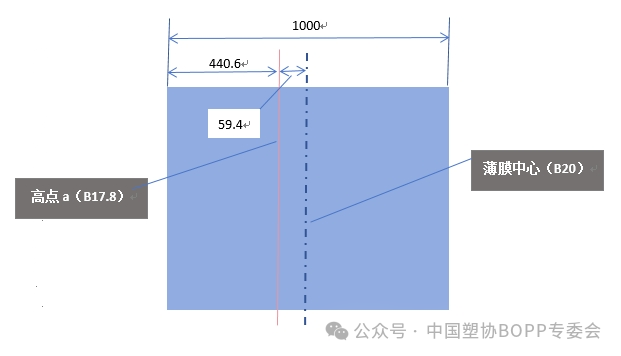
图 3 厚度缺陷在纵向拉伸出口的薄膜上位置示意图
膜的中心线是永远存在的,且通常都与厚度调节中心螺栓的中心点是完全重合的。然而,膜上是看不到实际中心线的,所以风嘴的位置要以薄膜边缘为坐标来确定,而边缘是以中心线为对称的,因此可以计算出,B17.8 的位置距最近边缘的距离为 440.6mm,从 B01 螺栓处边缘向中心量 440.6mm 的距离,就是薄膜的厚度高点 a 的位置(B17.8),通过横向移动装置将风嘴移动到该位置。
第三步、确定修复的方式是加热还是冷却。
根据前面的厚度修复理论,高点就采用加热的方式,低点则应采用冷却的方式,来决定修复方式,故高点 a 应采用加热的方式。
第四步、调整风嘴到膜面的高度。
由于风嘴出风口较窄,故离膜面越近,作用的宽度就越窄,否则,越宽。最终的高度取决于厚度缺陷的宽度,若厚度的高点或低点是窄而长,则就要离膜面低一些,风量应大一些,否则就离膜面高一些。
从使用的实际情况来看,该装置的修复效果是明显的,在许多情况下,可以对个别存在厚度严重较缺陷的点进行修复,不仅从使用前后的厚度图看到明显的变化,在分切后的成品上也得到很好的验证。图 4、图 5 分别是采用冷却和加热方式修复前后的厚度对比图。
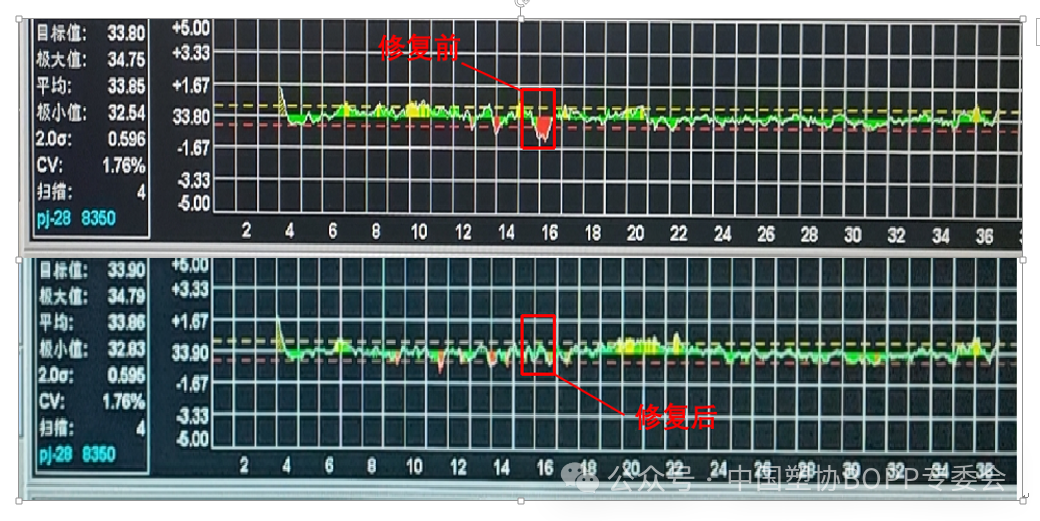
图 4 冷却方式修复前后的厚度对比图
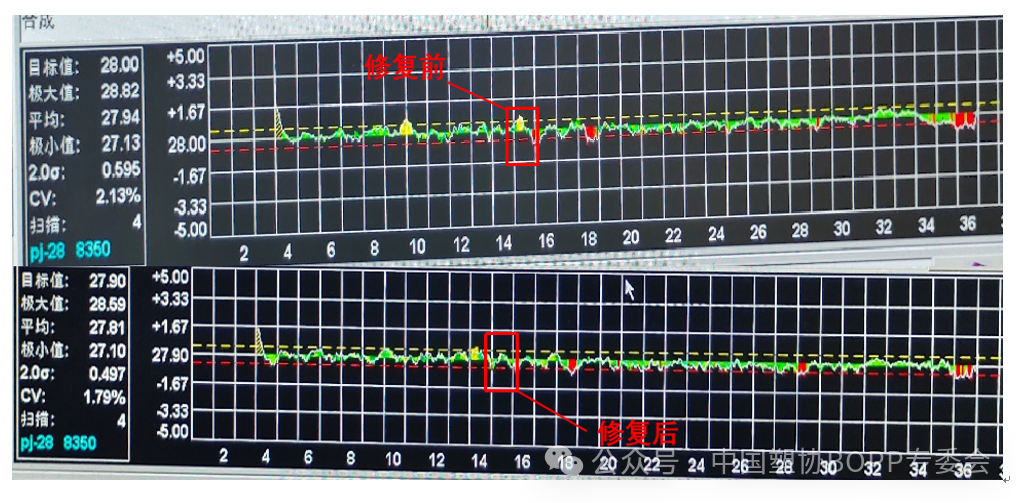
图 5 加热方式修复前后的厚度对比图
若薄膜同时有多个点存在不同程度的厚度缺陷,也可以采用多点修复,一般情况下,一套修复装置上设计 2-3 个风嘴就够用了,再多,空间上不好安排。
(江西冠德新材科技股份有限公司生产技术中心 祁少利 供稿)
转自——中国塑协 BOPP 专委会公众号
我司供应 CPE/BOPE 薄膜用——超透超低雾度防粘连剂 SILTON JC 硅酸铝盐系列
依据广告法,可能是目前最好的选择
技术咨询:张凯,13825504923
出货事宜:程明,13825501180

