
你要的膜材料—LDPE薄膜
发布时间:2021-03-02
塑料薄膜在工业、农业等领域发挥着巨大的作用,已经成为生产和生活中不可或缺的一部分。塑料薄膜有低密度聚乙烯(LDPE)薄膜、聚丙烯(PP)薄膜、高密度聚乙烯(HDPE)薄膜、PVC薄膜等。LDPE薄膜主要应用于包装膜、农业用膜、重包装膜以及医用包装膜等领域,其中包装膜在LDPE薄膜中占有主导地位。
一、LDPE是何种材料
带大家先了解一下PE的分类:根据PE聚合和生产工艺的不同,会导致PE的密度和分子结构有所差异,按照PE密度大小可将其分为HDPE、LDPE、LLDPE(线性低密度聚乙烯)、VLDPE(极低密度聚乙烯)、ULDPE(超低密度聚乙烯薄膜)。其中 LDPE 因其良好的成型加工性能,易成膜,光学性能和机械性能优异,成为了包装行业的主要原料。
LDPE通常是在高压力(100-300MPa)、高温(190-210℃)、过氧化物催化条件下自由基聚合而成,产物的密度在0.91g/cm3-0.93g/cm3之间。LDPE密度较低的原因是在聚合反应过程中发生了链转移反应,在分子链上生成许多不同长度的支链,阻碍了分子链整齐地排布。
通常支链个数越多,分子量分布越宽,熔点会越低。LDPE薄膜的优势是冲击强度较好,而且因其结晶度较低从而表现出很高的透明度,较低的雾度值。
二、LDPE 薄膜生产工艺
吹塑成型法和流延成型法是LDPE薄膜加工中最主要的工艺方法,吹塑成型法较为普遍,LDPE吹塑薄膜分为上吹法、下吹法和平吹法三种,其中上吹法应用最广,可生产厚度为10~300 μm的薄膜。
LDPE吹塑薄膜具体的工艺:首先,LDPE 树脂经过挤出机熔融塑化,在挤出机内挤出形成管膜;其次,通入压缩空气将膜管膨胀,同时利用牵引辊夹紧膜并快速拉伸,并在牵引过程中继续在空气中冷却定型,最后牵引辊压叠卷取PE薄膜。
三、影响 LDPE 薄膜性能的主要影响因素
3.1 挤出温度
在熔融挤出过程中,需选择该聚合物合适的挤出温度,并确保机头温度均匀且核心的模具温度应尽可能一致。
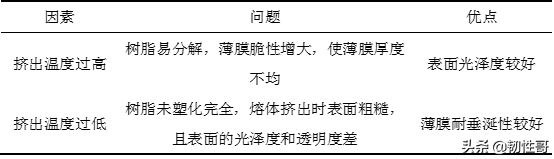
表3-1 挤出温度对LDPE薄膜的影响
3.2 霜白线
霜白线,指 LDPE 熔体从粘流态进入高弹态的分界线。在薄膜的吹塑过程中,树脂从模口中挤出时呈熔融状态,透明度较高。

表3-2霜白线对LDPE薄膜的影响
3.3 吹胀比和牵伸比
吹胀比是指薄膜收卷后的最终直径与机头口模的环形直径之比。吹胀比低,往往导致薄膜的横向机械性能下降;吹胀比高则会提高薄膜的横向强度。
牵伸比是指薄膜的牵引辊速度与熔体挤出速度之间的比值。牵伸比增大,则薄膜纵向力学性能也会随之提高,且厚度变薄,因此调节牵伸比是是控制膜厚的一个重要方法。
转自——薄膜材料前沿