
除了堆积密度,还有两种密度在生产中很常用!今天来教你怎么区分
发布时间:2025-02-27
上次介绍了注塑成型中的堆积密度,今天我们将讨论对注塑成型商同样重要的另外两个密度:固体密度(有时简称为密度)和熔体密度。
一、为什么计算零件重量与密度很重要
需要确定模制部件的重量主要有两个原因。首先,确定模制一定数量部件所需的原材料量;其次,找到合适的机器来模制部件。当设计师首次设计部件时,它只是一个 CAD 模型——没有物理组件。要确定部件的重量,设计师需要将部件的体积乘以模制部件的材料密度。CAD 模型将提供部件的体积。
如果材料发生变化,密度也会发生变化,因此零件重量也会发生变化。生产模具可以有多个型腔和多个冷流道。在这种情况下,流道的重量也需要使用相同的公式估算,然后添加到零件重量中。零件和流道的总重量称为注射重量。要计算生产所需的材料量,需要将注射重量乘以所需的循环次数。然后根据所需材料的数量计算材料成本。
要建立稳健的工艺,拥有正确尺寸的料筒非常重要。机器制造商通常会以重量形式公布机器料筒的最大容量。注射的射料重量与料筒容量的比率不应太小或太大,因为这会导致产品质量和工艺控制不一致。射料重量与最大料筒容量的优选比率在 20 % 到 80 % 之间。例如,如果最大料筒容量为 100 克,则射料重量不应少于 20 克或超过 80 克。(这些百分比可能有一些例外,但该讨论超出了本文的范围)。
如果公布的料筒容量以重量表示,则该重量始终以聚苯乙烯(PS)的重量表示。例如,如果公布的重量为 100 克,则意味着料筒可容纳的最大 PS 量为 100 克,或者换句话说,可成型的最大注射量为 100 克 PS。这意味着料筒(圆柱体形式)的最大容积是固定的,可容纳 100 克 PS。
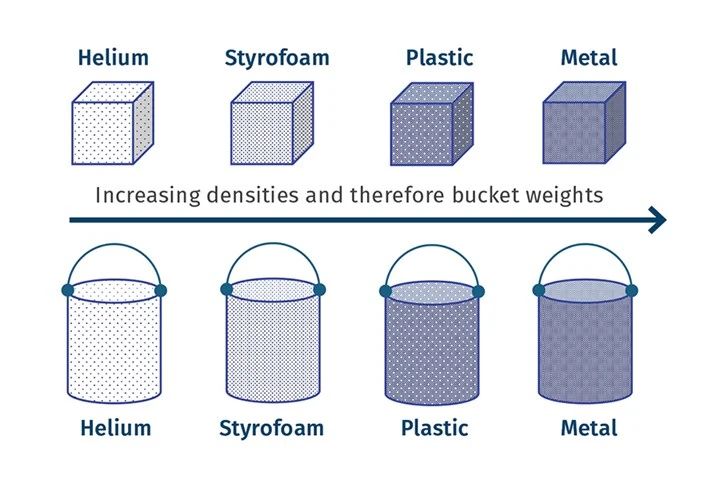
这些桶的容量相同,但由于密度不同,重量也不同。来源:Suhas Kulkarni
PS 的密度为 1.06 g/cm3。如果我们用密度更高的材料替换 PS,那么总注射重量将会增加。例如,如果我们用密度为 1.53 的玻璃填充聚酯(PBT)替换PS,那么料筒现在将容纳 144 克 PBT。料筒的体积保持不变,但由于材料的密度较高,总重量也较高。图 1 使用装有不同材料的桶说明了这一概念。图 2 显示了注塑料筒的概念以及不同材料的计算值。要将料筒容量从 PS 转换为成型材料,请使用以下公式:

料筒的使用百分比应基于料筒容量并考虑正在成型的材料。因此,了解密度值对于此类计算至关重要。
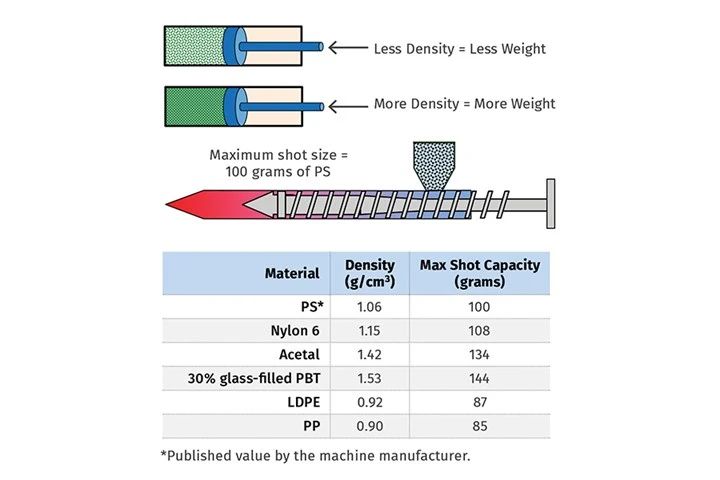
由于密度不同,不同材料在同一枪管中的最大射击容量会有所不同。
用于成型产品的材料必须更换的情况并不少见。这可能是由于首选材料在现场表现不佳,迫使用符合客户要求的材料进行替换。例如,损坏的部件可能需要玻璃增强树脂。在我最近从事的一个项目中,必须更换一种材料,因为原始树脂在模腔中留下残留物并导致外观缺陷。如果材料供应商提高了树脂成本,必须找到更便宜的替代品,材料更换也可能是出于财务考虑。
在寻找替代树脂时,制造商不能只关注树脂的每磅价格,这一点至关重要。较便宜的树脂可能密度较高,这需要更多的树脂来完成工作,从而提高每个部件的成本。根据所考虑材料的密度计算注射重量,然后计算对成本的影响。在做出任何决定之前,应比较新旧成本。
二、计算固体密度
固体密度是设计师和加工商最常用的数字。它被定义为给定材料的单位体积重量。例如,如果您使用通用未填充聚丙烯(PP)模制出一个 1 厘米立方体,那么立方体的重量就是 PP 的密度。立方体的体积为 1 立方厘米(cm3),如果重量为 0.91 克,那么单位体积重量(或密度)将为 0.91 g/cm3。0.91 这个数字实际上是 PP 广泛使用的密度。
因为比重有时会与密度混淆,所以我们在这里做一个简短的解释。水的密度是 1 g/cm3,这意味着如果我们可以铸造一个尺寸为 1×1×1 厘米的水立方体,它的重量将是 1.00 克。比重定义为所考虑材料的密度与水的密度之比。考虑上面的 PP,它的比重是0.91/1.00,等于 0.91(因为这是一个比率,所以没有单位)。从数字上讲,密度和比重的数字是相同的,这就是为什么这两个术语容易混淆并且经常互换使用的原因。然而,每个术语都有自己的用途,必须理解它们的重要性。树脂制造商提供的材料数据表是固体密度或比重值的来源。
三、计算熔体密度
第三种密度称为熔体密度,这是加工商需要了解的一个关键规格。当塑料为固体形式时,其密度称为固体密度或简称为密度。当加工商将树脂送入成型机时,塑料熔化,分子相互远离,从而降低材料的密度。熔融材料的密度称为熔体密度。压力-体积-温度(PVT)图(如图 3 所示)通常用于确定材料的熔体密度。
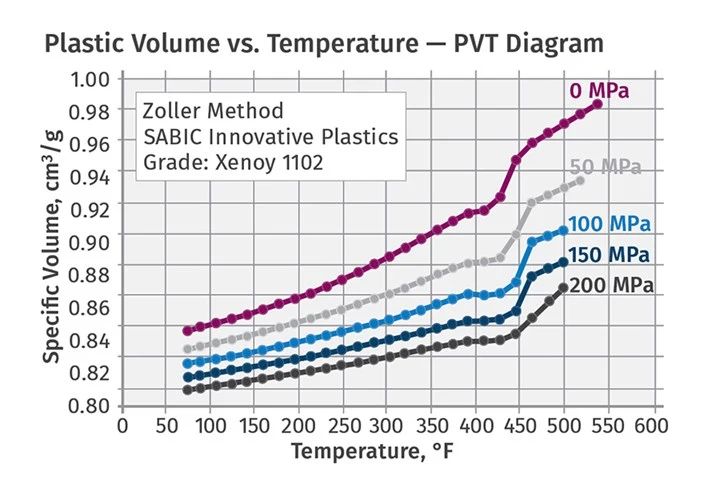
压力-体积-温度(PVT)图(跟踪压力和温度变化时材料体积的变化)通常用于确定材料的熔体密度。
熔体密度主要用于计算机器的实际最大注射量,而不是依赖于机器制造商的数字。为什么?这并不是因为制造商提供的数字不正确,而是他们提供的数字只是一个近似的估计值。从 PVT 图可以看出,熔体密度是温度和压力的函数。考虑到料筒中的熔融塑料,温度是料筒设置和螺杆转速剪切的乘积,而压力是螺杆恢复过程中的背压。
近年来,除了 PS 的最大注射重量外,机器制造商还开始以体积为单位发布机器的最大容量,因为体积与材料或其密度无关。现在由加工商根据成型材料计算出最大注射重量。在这种情况下,成型商必须使用熔体密度来准确计算注射容量。使用固体密度会得到一个更高的数字,因此是不正确的。加工商倾向于将固体密度数字乘以 0.70 到 0.80 之间的系数来估计熔体密度。
抛开这些不谈,计算熔体密度其实非常简单!有一种更简单的方法可以获得准确的数字。这里唯一的要求是成型商应该之前成型过这种材料。即使是类似等级的材料也足以满足我们的计算要求。
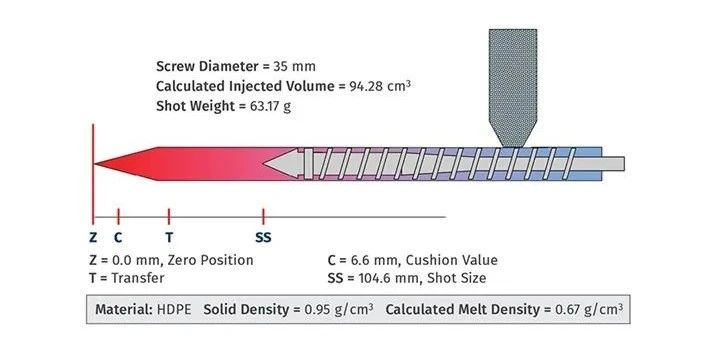
假设计算重量的公式为—重量=体积×密度—则计算密度的公式为:密度=重量/体积。在已知的成型工艺中,重量等于注射重量,也就是所有部件和流道的重量。体积是螺杆排出的总体积,从注射量到缓冲值(参见图 4 中的示例)。此处,熔体温度为 380 °F,背压为 500 psi,螺杆直径为 35 毫米。设定的注射量为 104.6 毫米,缓冲值为 6.6 毫米。通过使用确定圆柱体体积的公式 — 0.785×D×D×L —(其中 D 是螺杆直径,L 是行进的总距离),我们计算出注射的体积为 94.28 cm3(注意将 mm 转换为 cm)。该体积成型的注射重量为 63.17 克。利用密度公式计算熔体密度为 0.67 g/cm3。
常用的系数0.70 到0.80 是确定熔体密度的良好估计值,但可以得出更精确的数字。
此处的熔体密度为固体密度的 70 %,即 0.95 g/cm3 值的 0.70 倍。需要记住的是,这是在熔体温度为 380 °F 且背压为 500 psi 的情况下得出的。常用的 0.70 到 0.80 倍是一个不错的估计值,但执行此计算可以得到更准确的值。
记录成型操作中使用的所有材料的三种密度始终是一种很好的做法。对于熔体密度,成型商甚至可以更进一步,生成一个经验公式或图表,以根据熔体温度和背压计算该值。
转自——链塑网公众号
我司供应 CPE/BOPE 薄膜用——超透超低雾度防粘连剂 SILTON JC 硅酸铝盐系列
依据广告法,可能是目前最好的选择
技术咨询:张凯,13825504923
出货事宜:程明,13825501180

