
双向拉伸聚丙烯薄膜及其在烟草包装中的应用
发布时间:2024-11-09
双向拉伸聚丙烯(BOPP)薄膜在国内外都有很快的发展速度,近 50 年一直在现代社会中扮演重要角色。BOPP 薄膜最早是由意大利的蒙特卡蒂公司生产创造,后来经过工艺和生产技术的不断提升,BOPP 在各行各业中的应用也不断加强。由于其优异的机械性能、透明性及尺寸稳定性,并且原材料来源广泛,引起国内外诸多学者和研究机构的关注。双向拉伸聚丙烯薄膜作为主要的软包装材料之一,透明质轻,新型优良,其结晶性由高分子材料的微观内部结构决定,属于结晶聚合物。

BOPP 经过双向拉伸之后,分子链按照拉伸的方向发生有序排列,进一步增加材料的结晶度,由于结晶区的增多,薄膜材料呈现出来的拉伸撕裂强度、冲击强度、弯曲模量等性能增强,本身又具有透明质轻、防潮、价格低廉等优点,因此,广泛应用于包装、印刷等行业,被誉为“包装皇后”。本文在前有专家学者的研究基础上,详细综合近些年双向拉伸聚丙烯薄膜的研究进展和成果,并展开论述其在烟草包装行业的具体实际应用,对 BOPP 的进一步发展作出展望。
1、双向拉伸聚丙烯薄膜的发展历程聚丙烯树脂是在 1957 年实现大规模的工业生产,其后,双向拉伸聚丙烯于 1958 年由意大利著名的 Montecatini 公司创造并生产,BOPP的工业化生产实现于 1962 年,BOPP 薄膜成熟的生产技术在全世界范围内得到大力推广和应用。在 1972 年至 1973 年间,我国部分研究院所开始研制 BOPP,后由部分国企引起先进的生产技术,在 1983 年,初步实现双向拉伸聚丙烯薄膜的工业化生产。当时我国在烟草包装行业所用的双向拉伸聚丙烯薄膜大多依赖国外品牌,并且价格较贵,先进技术被垄断。随后,我国一些国资企业,比如湛江包装等企业从国外引进先进的 BOPP 生产技术和生产线,进行 BOPP 包装薄膜的生产。
在 20 世纪 90 年代中后期,我国三家国资企业在原有普通型 BOPP 包装烟膜的基础上,研制开发收缩型包装烟膜,使烟草包装的美观程度得到进一步的提高。但是,国内研制开发的收缩型包装烟膜与国外先进品牌之间在综合性能上还是存在较大的差距,当时国际烟草包装行业中流行的 BOPP 薄膜品牌有 ILENE,ARLENE、ICI 及 BIMO。
20 世纪 90 年代之后,我国的 BOPP 生产能力跃入飞速发展的时期,到2003年,根据英国某公司的调研报告表明,我国在 BOPP 薄膜的世界产能中占 23 %,稳居世界前列。直到 2000 年之后,BOPP 薄膜突出的综合性能,使其在烟草包装行业中立于不败之地。在过去 20 年间,BOPP 薄膜行业由于其具备优异的性能,发展速度远远超过玻璃、纸等材质,并且,随着生产成本的降低以及需求量的增加,在最近 10 年内,一些发展速度较慢的发展中国家也开始投资生产 BOPP 薄膜,发展规模进一步增加。
2、双向拉伸聚丙烯薄膜的生产状况
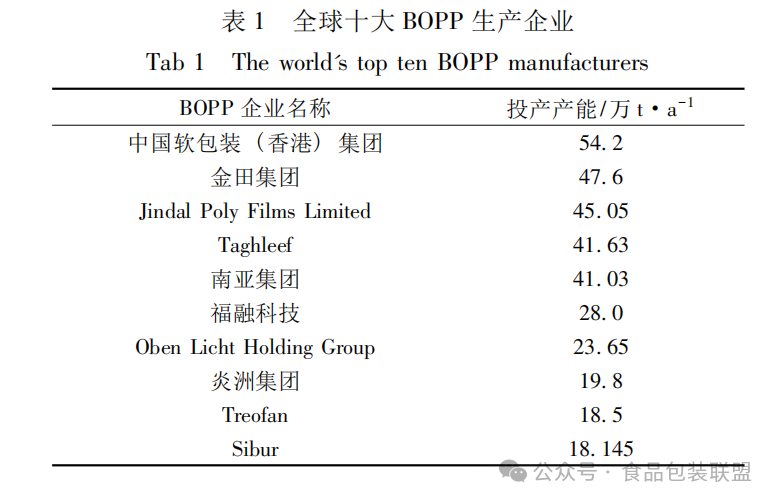
随着双向拉伸聚丙烯生产工艺的不断成熟,目前,大大小小的生产厂家遍及全国各地,据初步统计,截止 2015 年底,我国双向拉伸聚丙烯薄膜的产能接近 600 万t/a。全球十大双向拉伸聚丙烯薄膜企业见表 1 所示。
3、双向拉伸聚丙烯薄膜的类型及特性与应用
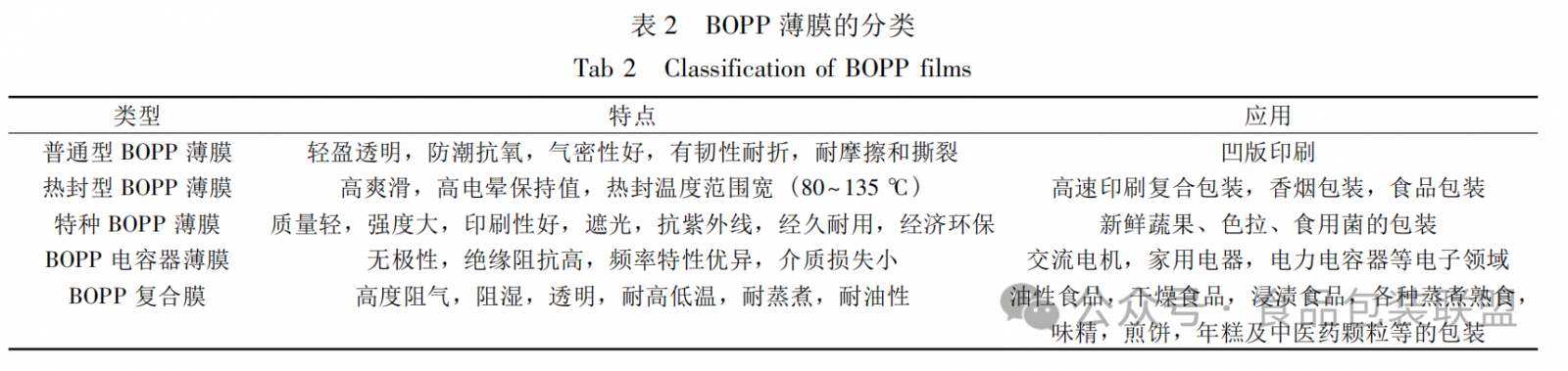
目前,BOPP 在塑料软包装材料中属于性价比较高的一种薄膜,BOPP 薄膜占量很大,由于其具有光学和机械性能方面的高性能特点,因此非常适合于食品的包装膜及工业膜。近年来,为了提高生产效率,膜厚逐渐变薄,以减轻环境负荷,近年来,机器速度不断提高,为了满足这种需求,许多研究人员一直在调查拉伸的 PP 在屈服点的拉伸力和晶体结构的连接,对 BOPP 的表面结构进行了大量的研究。按照 BOPP 薄膜的使用途径分类,见表 2。
普通型的 BOPP 薄膜分为透光型、消光型与非透明三种,主要用于印刷、复合、包装及涂布等;热封型的 BOPP 又分为普通型、普通烟膜、收缩烟膜、珠光膜及热收缩标签膜,主要用于香烟包装、印刷及罐头包装等;特种 BOPP 薄膜及 BOPP 电容器薄膜、BOPP 复合膜在日常生活中也能随处可见,有较为广泛的应用。在烟草包装方面,曾经用过很多包装材料,比如涂布膜、玻璃纸、双向拉伸聚丙烯薄膜等,由于 BOPP 薄膜独特的透明性、热封温度范围较宽、阻挡水蒸气的能力以及良好的尺寸稳定性,因此,可以作为烟草包装的首选材料。
用于烟草包装行业的 BOPP 薄膜,根据用途主要分为两大类,即香烟内包装和香烟外包装。对于香烟内包装,主要分为烟盒卡纸和烟内衬纸,烟内衬纸主要是 BOPP 高光转移基膜,烟盒卡纸主要是激光全息 BOPP 镭射基膜和激光全息 BOPP 转移基膜(高温型、低温型)。香烟外包装(BOPP烟膜)分为宽容型香烟包装膜和热收缩型香烟包装膜,宽容型香烟包装膜即 BOPP 普通烟膜,分为 22 μm 和 20 μm 普通烟膜,热收缩型香烟包装膜分为 BOPP 微收缩烟膜、BOPP 低收缩烟膜和 BOPP 高收缩烟膜。BOPP 高收缩烟膜同时分为防红抗皱通用型烟膜、高光泽收缩烟膜、防伪印刷烟膜、耐磨花烟膜和无盒皮包装烟膜。一种多功能 BOPP 香烟包装膜,层膜结构比较丰富,其上层是一个二元共聚聚丙烯的表面层,中上层和中下层均是聚丙烯抗菌剂层,中间层为均聚聚丙烯增刚剂层,下层是一个二元共聚聚丙烯底面层。还有一种多功能 BOPP 香烟包装膜的制造方法,这种包装膜是一种有效的屏障,具有防滑性和相对低的透湿性以及低成本,适用于高速包装机。

对香烟包装膜 BOPP 收缩率的变化与温度和时间的关系进行研究,表明薄膜的热收缩性与温度有关,冬季下降率由于温度低比夏季小。开发了一种新的时间稳定性色母粒,并将其引入香烟包装膜,显著降低了母料的热收缩温度和对时间的敏感性,从而延缓了香烟包装膜受时间和夏季高温的影响。此外,母料不引起力学性能、光泽度、雾度、热封性能、滑移性能、膜的加工性能的降低。北京燕化用树脂 F1002 经过气相聚合制备的 BOPP 薄膜厚度显著均匀,具有适当的等规度(96.5 — 97.5 %)和全同立构分布特性的专用树脂赋予 BOPP 薄膜的高刚度,满足卷烟包装膜的性能要求。等规聚丙烯热压膜进行单轴拉伸和双向拉伸。用 X 射线极图技术、双折射、电子显微镜和拉伸试验机研究了取向行为。从 X 射线的结果证实了三种晶体的取向,即沿拉伸方向的 c 轴、B 轴垂直于膜面。双向拉伸聚丙烯薄膜的表面电子显微照片显示,随着伸长率的增加,拉伸方向纤维状结构增加,流动取向发生在挤出口模中,BOPP 薄膜生产通常用衣架型模头,PP 熔体在口模中成型段的流动近似为狭缝流道中的流动,在靠近流道壁面处熔体流动速度梯度大,特别是模唇处温度较低,在拉伸力、剪切应力的作用下,高分子链沿流动方向伸展取向;熔体挤出时,由于温度很高,分子运动剧烈,也存在强烈的取向作用。库利等人从这个基于编织结构取向行为提出了新的变形机制。在这种机制中,晶体的取向被解释为伴随着编织结构的旋转和分裂的现象,这种结构被认为是聚丙烯薄膜的结构元素。
4、双向拉伸聚丙烯薄膜的工艺流程
4.1 BOPP 薄膜生产方法
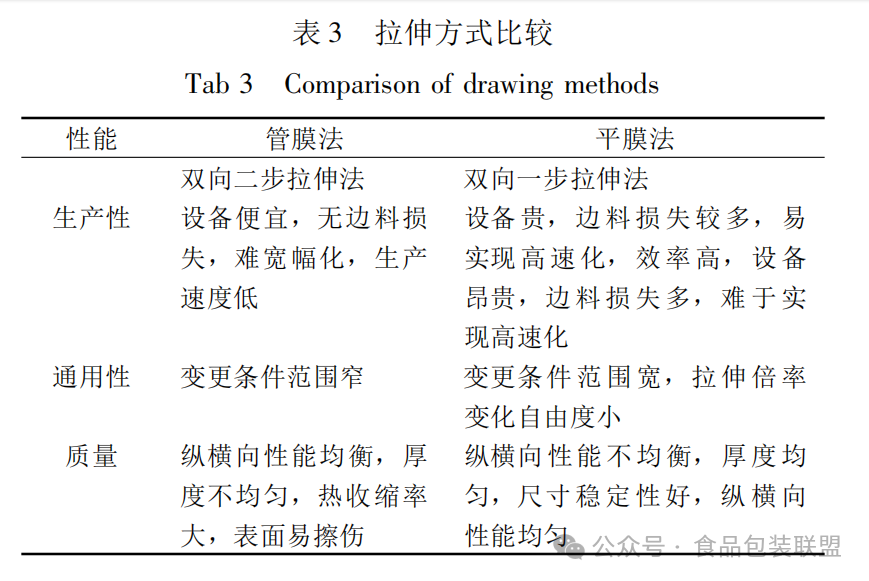
目前,生产企业中对于 BOPP 薄膜的生产方法存在两种,一种生产方法是管膜法,另一种生产方法是平膜法,对比见表 3 所示。管膜法制备 BOPP 薄膜的优点是投入资产少,占用空间面积小,并且使用设备操作简便,能够在较短的时间内获得收益,但是由于管膜法热收缩率比较大,单台机器的产能较低,这些劣势的存在也导致管膜法在最近几年没有得到进一步的发展,只是限于特殊品种 BOPP 薄膜的生产。
平膜法也存在两种生产方法,一种是双向一步拉伸方法,一种是双向两步拉伸方法。其中,双向一步拉伸方法由于使用设备操作复杂,并且生产成本较高,虽然采用双向一步拉伸方法生产的 BOPP 薄膜具备各向同性的特点,但仍然没有被大多数企业所采用。双向两步拉伸方法是现在大部分企业生产 BOPP 薄膜采用的生产方法,虽然此种方法生产的 BOPP 薄膜的纵向性能和横向性能之间存在差异,但并未影响到产品的质量,而且投资小,产能大,生产速度快,产品质量有保证。
4.2 BOPP 薄膜生产工艺
到目前为止,大部分的 BOPP 制造商选用双向两步拉伸的方法进行生产,主要过程是将聚丙烯片材通过纵向与横向两次拉伸过程获得两次取向。BOPP 薄膜是聚丙烯材料处于高弹态时经过纵向和横向拉伸,并通过冷加工或热处理而制造的薄膜材料。具体的工艺流程图见图 1 所示。
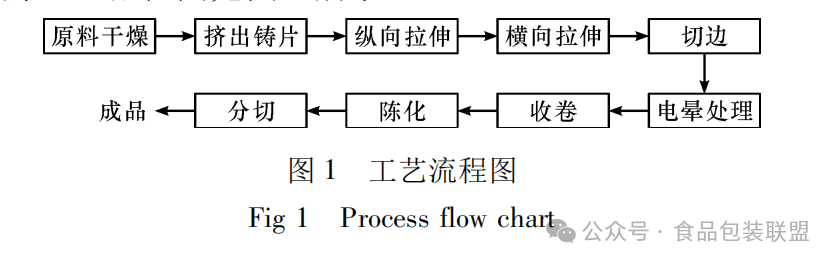
第一步是原料干燥,除去原料中的水分,以防影响聚丙烯薄膜的降解,所以在生产 BOPP 薄膜的时候,一定要进行干燥,保证原料中较低的含水量。
第二步是挤出铸片,聚丙烯材料是通过挤出机完成挤出过程,然后在激冷辊上完成铸片过程,聚丙烯膜由于受到快速冷却降温导致分子链在发生定向排列之前就已经冻结,该步骤主要是为了在聚丙烯拉伸之前保持较低的结晶度,从而使 PP 的韧性得到进一步提高,这样薄膜在拉伸过程中就不会轻易折断。
第三步是纵向拉伸和横向拉伸,具体步骤是先预热,然后纵向拉伸至定型,再预热,进一步横向拉伸,最后再定型。纵向拉伸中拉伸的倍数和工艺温度取决于薄膜种类和原料本身具有的性能,横向拉伸中的预热温度由单位时间内的具体产量决定,产量较大时,温度就越高。
第四步是收卷过程,收卷之前要进行电晕处理,也就是通过高频高压电使得聚丙烯的表面分子断裂,并产生自由基,与空气中的某些物质发生反应,生成极性基团,增大聚丙烯材料的表面张力,然后进行收卷过程,由于母卷中含有一定体积的气体,所以使得收卷完成的薄膜具备一定的自由收缩,解决了薄膜变形甚至黏结在一起的大问题。
最后,BOPP 薄膜必须经过一段时间的陈化,释放内应力,然后才能进行分切过程,这样可以保证薄膜的质量稳定,并且加快薄膜中添加剂的迁移速率,发挥添加剂本身的作用。
5、BOPP 薄膜在烟草包装行业的市场情况
用于烟草包装行业的 BOPP 薄膜在 BOPP 薄膜所有的应用领域中份额比较小,但是由于我国整个烟草包装行业在世界范围内所占比重较大,因此,烟草包装薄膜具有很大的发展空间,根据资料估计显示,我们国家用于烟草包装的薄膜每年有 9万t 左右,并且还以较快的增长速度不断发展。有文献数据表明,到 2015 年末,我国一共有 85 家生产BOPP薄膜的企业,总产量大约为 515.6 万t/a。但是为卷烟公司提供 BOPP 烟草包装薄膜的合格厂家仍然不多,尤其是 1998 年之后,新增加的 BOPP 烟草包装薄膜生产厂商基本没有。
6、BOPP 烟草包装薄膜的发展趋势
理想的烟草包装薄膜应具有如下性能:良好的尺寸稳定性及厚度的均匀度、较高的拉伸强度和弹性模量、良好的水蒸气阻隔性能、突出的抗静电性能和热封性能,以及包装平整度好。但是,卷烟包装设施的快速发展对烟草包装的效果和功能提出了更高的要求,因此,BOPP 烟草包装薄膜还需要在以下方面进行提高和优化:
6.1 提高 BOPP 烟草包装薄膜的光学性能市场对 BOPP 烟草包装薄膜的基本要求就是更优异的光学性能,低浊度以及更好的光泽。现在对烟膜雾度的要求指标从 20 世纪 90 年代的2.5 % 降至 1.5 % 及以下,外观的光泽度至少达到 90 %,可以通过精心选择原料的类型、品牌,改进薄膜的生产工艺等措施来降低薄膜的雾度,提高光泽度。
6.2 提高 BOPP 烟草包装薄膜的耐磨性耐磨性也是对烟草包装薄膜综合性能的基本要求之一,主要出于两个方面的考虑,第一是防止产品在包装过程中与机器产生摩擦导致擦痕的出现,影响外观效果,第二个方面是减少产品运输时与运载箱之间产生摩擦,降低烟草外观的整体形象。烟草包装的耐磨性可以通过调整产品配方实现。
6.3 加快环保型薄膜的研制与开发我国是世界烟草生产与消费大国,随着各个国家对环保意识的提高和人们环保观念的加深,环保型薄膜的研制与开发刻不容缓,既能满足广大消费者对于吸烟爱好的个体需求,又能降低对环境的损害程度。可以通过研制开发薄款型 BOPP 薄膜以及减量化,并开发降解型 BOPP 包装膜来解决环保问题。
6.4 提高烟草包装薄膜的高度运行性随着包装设备运行速度的不断提高,对烟草包装薄膜的综合性能要求也在不断升级,为了适应包装设备的高速运行,烟草包装薄膜的高度运行性也应得到相应的提高。
目前,BOPP 薄膜生产工艺已日趋成熟,BOPP 薄膜市场保持相对稳定,因此,在生产中及时解决问题,努力提高产品档次、质量,已经成为各 BOPP 薄膜生产厂家共同关心的话题。BOPP 包装烟膜的广泛应用得益于其优异的综合性能,同时促进了我国 BOPP 薄膜的发展,部分大型国有石化企业成功开发出一系列的 BOPP 材料,但是与国外的先进品牌还是存在较大的差距,下游用户对 BOPP 包装薄膜的需求仍然不能得到满足,大多数还是需要进口外国品牌。因此,我国应加大 BOPP 薄膜的研制力度,紧密结合各个企业的生产优势,综合先进的生产技术,一起开发满足国内企业需求的 BOPP。同时,国内的 BOPP 生产企业在改进技术、调整工艺的基础上,加大生产适合国内实际需求的产品,减少对国外产品的进口依赖。
转自——食品包装联盟公众号
我司供应 CPE/BOPE 薄膜用——超透超低雾度防粘连剂 SILTON JC 硅酸铝盐系列
依据广告法,可能是目前最好的选择
技术咨询:张凯,13825504923
出货事宜:程明,13825501180

