
聚烯烃流涎薄膜的现状
发布时间:2024-04-30
第一部分 流延概述
一、流延定义
由于原材料性能和产品的不同用途,薄膜生产的加工方法不同。薄膜加工方法可分为流延法、吹胀法及压延等其它方法,当然压延一般适用于片材的生产。其中,挤出流延是薄膜生产的主要方式,所占比例较大,据业内不完全统计,挤出流延法生产的薄膜占总量的 35 % 以上。
挤出流延法是树脂经过挤出机加热和剪切,塑化和熔融,这些熔融的熔体均匀地流经模头,然后在主冷辊上骤冷,并冷却成膜,经测厚仪测量,进行厚薄测厚控制,切除边缘较厚地方,并收卷而生产的一种无拉伸、非定向的平挤薄膜。
二、流延薄膜的应用
流延薄膜由于优良的厚薄平整度、优秀的透明度和光泽度、良好的机械性能,以及优秀的热封性能,广泛地应用在不同领域中,同时,随着市场需求的不断增加以及流延装备厂家的技术不断成熟和创新,流延膜的应用越来越广
下面对国内流延薄膜的现状进行阐述说明。
第二部分 流延聚丙烯(CPP)薄膜
一、聚丙烯 CPP 薄膜简介
早期的聚丙烯(CPP)薄膜以吹膜为主,我国在上世纪八十年末开始引进 CPP 流延装备后,经过近 30 年的积累,已经有了长足的发展,后来随着流延工艺技术的成熟,慢慢地流延聚丙烯(CPP)薄膜占绝大多数PP薄膜的生产,现在吹膜PP已不多见。与其它国家相比,我国 CPP 薄膜不管在生产工艺及其生产设备上均已达到了国际先进水平,产品生产上出现了广东铭丰、汕头江虹、浙江远大等国内知名企业
二、CPP 薄膜
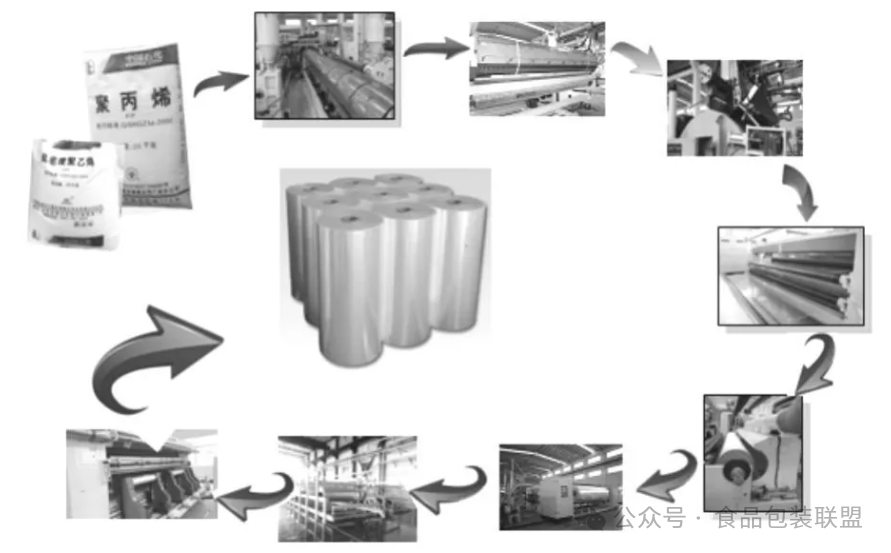
与其它流延一样,CPP 薄膜的生产工艺过程是这样的:PP 树脂经过挤出机熔融塑化和过滤,这些熔融塑化后的 PP 树脂经模头流延到经过雾化的冷却辊上,迅速冷却成薄膜。经过厚度测量、牵引、电晕处理、展平后,切去边缘较厚的边料,再次展开并收卷为 CPP 薄膜卷。薄膜经过 24 小时的时效处理后,在分切成所需的规格,最后进行包装。
三、CPP 薄膜的分类及生产
CPP 薄膜不但具有透明性好、光泽度高、挺度好、热封性能优、阻湿和耐热的特点,而且具有厚薄好、平整度高、产量高的特点,经过表面处理后,可以经复合和简单的印刷,然后制袋并最终用于各种各样的包装。
CPP 薄膜种类繁多,目前最常见有以下几种:
1、复合型 CCP 薄膜:是 CPP 薄膜中最为常见的一种,主要用于复合用,对于爽滑、热封和电晕有一定要求,一般三层结构:COPP/HOPP/HOPP 或 COPP。其中热封性由 COPP 层决定,中间一般为支撑层,另一边为处理层,如果用于自动包装机,则摩擦系数不需太低,如果用于手动包装,则摩擦系数要求 0.2 以下。
2、金属型 MCP 薄膜;金属型 MCP 薄膜对厚度要求较高,由于薄膜表面需对蒸镀金属(如铝)具有极强的附着强度,蒸镀后仍能保持较好的尺寸稳定性和刚性,所以一般要求用专用的镀铝材料,而且原料的挺性要高。金属型的结构亦为共聚PP/均聚PP/共聚PP。
3、蒸煮型 RCP 薄膜;经常用于蒸煮食品的包装,可分为高温蒸煮级和一般蒸煮级两种。高温蒸煮级CPP薄膜,主要用于与其它薄膜复合后制成各种各样包装袋,能耐 120 ℃ 以上蒸煮杀菌;而一般 CPP 蒸煮薄膜,只能在 120 ℃ 以下煮沸杀菌。蒸煮级 CPP 薄膜通常与 PET、NY、铝箔等进行复合。由于要求较好的机械性能和耐寒性,所以采用以下的配方进行生产:COPP/COPP/COPP。
4、纸巾包装膜;是近两年开发出来的品种,用于如餐巾纸、面巾纸、卫生纸等,随着人们生活水平的不断提高,近两年的用量,出现爆发性增长。一般要求双面具有热封性,而且双面爽滑,抗静电性能良好等。
5、充气包装膜;用于运输的物品保护,如酒类运输,以及要求保质期较长的包装等。充气包装膜要求薄膜的热封性能良好以及具有较好的机械延展性能和抗冲击性能,所以对热封层的要求极高,一般需要在热封层加弹性体。结构为共聚 PP + 弹性体/均聚 PP/均聚 PP。
当然随着市场的需求和国内技术的不断发展,CPP 薄膜产品的品类越来越多。
四、CPP 流延膜生产工艺的要点
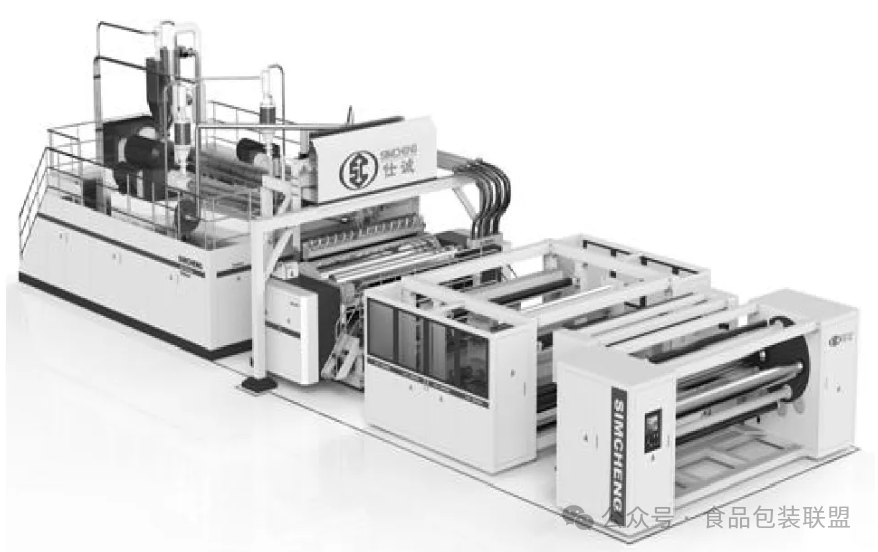
CPP 流延机主要由:挤出与模头部分、冷却成型部分、测厚部分、电晕部分和收卷部分组成。
1、挤出部分,挤出部分由挤出机、过滤网和模头组成,其中 CPP 原料的塑化效果由挤出机决定的,如果塑化不好,容易引起晶点和薄面的外观质量问题。因此,挤出机的螺杆形状与挤出机的温度设定非常重要,如果温度太高,可能造成原料分解,发生黄变,严重会造成碳化等,影响了薄膜的性能。如果温度太低,则会造成 PP 塑化不充分,厚薄波动大等,通常加工温度在 230 ℃ 左右。模头也是 CPP 薄膜生产的重要组成部分,它对薄膜各层的分配、厚薄的稳定性和薄膜的光泽度有直接的影响,模头设计应使各层物料沿整个机唇宽度均匀地流出,机头内部流道内要求无滞留死角,并且使 CPP 树脂模腔内有均匀的温度,因此,在设计时需考虑包括物料流变行为在内的多方面因素,此外,模头的表面加工精度对 CPP 薄的外观性能也有直接的影响。现模头主要是国内浙江精诚、和美国的 Cloeren 公司和 EDI 公司等。
2、成型部分,成型部分包括主冷却辊、真空箱、气刀和清洁辊。这部分是薄膜成型的最关键部分,熔体的冷却主要是靠主冷辊进行冷却,主冷却辊的温度、位置影响了 CPP 薄膜的结晶程度,从而影响了薄膜的外观性能和机械性能。如主冷辊温度越高,结晶度越高,薄膜的挺度越高,相应地薄膜透明度越差。相反地,主冷辊温度越低,结晶度越低,薄膜透明度越好,薄膜越柔软,因此生产 CPP 薄膜时主冷辊温度的控制应适宜,太高,薄膜的透明度越差,太低,则辊面易形成冷凝水。一般的主冷辊温度在 18-30 ℃。真空箱则是形成的负压,使熔体能均匀吸附在主冷辊上,真空的负压必须大小适当,如果负压太低,熔体不能很好地吸附在主冷辊的表面上,会造成冷却不均,影响了薄膜的外观和性能。风刀的作用是使薄膜与冷却辊表面紧密接触,使薄膜均匀冷却,从而保持高速生产。风刀的调节必须适当,风量过大或角度不当都可能使膜的厚度不稳定或不贴辊,造成折皱或出现花纹影响外观质量。

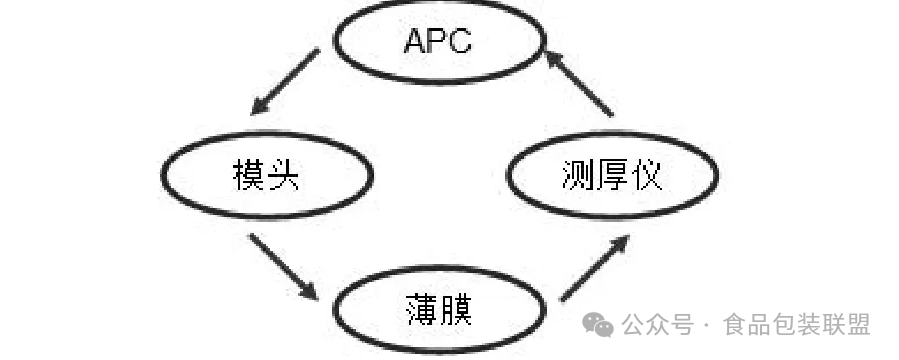
3、测厚部分,测厚部分主要由测厚仪来完成。测厚仪:用于测量在线薄膜的厚度,有手动测厚仪和自动测厚仪两种。自动测厚仪能根据薄膜的厚薄情况,自动反馈到 APC 控制系统,同时通过 APC 控制系统,控制差动推拉螺杆,起到控制模头间隙的作用,从而达到控制厚薄的作用。流延机比较早期一般用放射性测厚仪,如 γ、β 射线较多,随着技术的发展,现比较多的用 X 射线和红外线,现较多采用斯肯德X射线测厚仪和 NDC 测厚仪。
4、电晕处理部分,电晕处理:由于 PP 高聚物不含极性基团,化学性质较为稳定,与其它亲水性基团结合困难,一般在投入使用前需预先进行表面处理,以适应工艺要求。用于流延薄膜表面处理主要是电晕处理法。这种方法效率高,特别适用于生产流延 CPP 薄膜,它的原理利用高频率高电压在被处理的 CPP 薄膜表面电晕放电(高频交流电压高达 5000 - 15000 V/m2),从而使薄膜表面产生游离基反应,产生极性基团(如羟基(-OH)、羧基(-COOH)、羰基(>C=O))从而使浸润张力等方面发生变化,而且也使CPP薄膜表面变粗糙,增加其对极性溶剂的润湿性。有利于下工序的继续加工,如蒸镀、印刷或复合。
5、收卷部分,由于流延 CPP 薄膜比较柔软,收卷时必须根据膜的厚度、生产速度等因素调整好压力和张力。如果张力太大,可能使薄膜受到拉伸变形,造成薄膜变形、发粘等,如果太松,则会造成薄膜膜卷跑偏。现广东仕诚塑料机械有限公司采用间隙式收卷和摩擦式收卷,对不同产品,选择不同的控制方式,从而达到收卷平整,松紧适宜的效果。
五、我国 CPP 薄膜现状
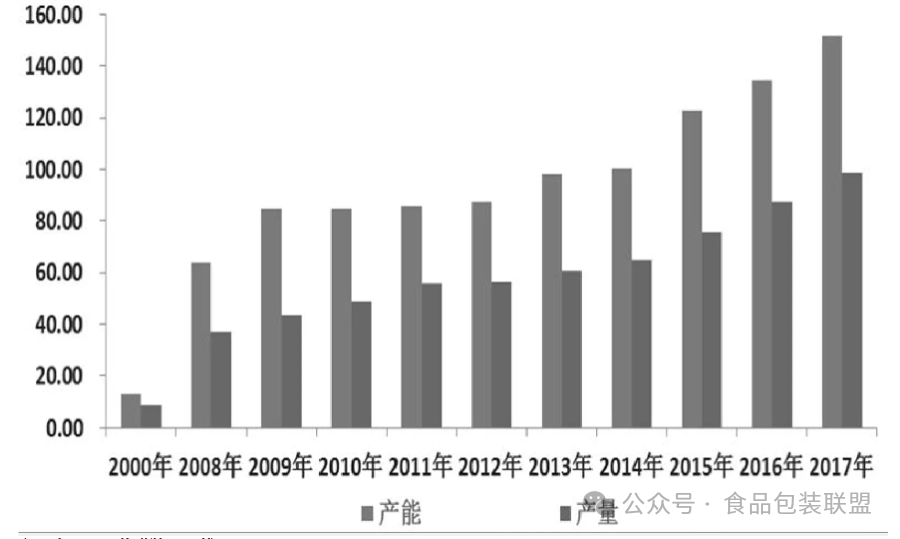
我国 CPP 薄膜经过多年的长足发展,不但技术上有新的突破,而且在产能上,傲视全球,据国内著名的相关网站的官方数据:截止 2017 年底,国内 CPP 生产线在 310 - 330 条左右,全国产能达到 151.87 万吨,创历史新高,而且保持迅猛增长的态势,以下从相关网站中获取的中国 CPP 薄膜各年产能产量增长柱形图可以看到:
六、我国 CPP 薄膜装备现状
我国经历了从 80 年代中期开始引进国外窄幅单层流延膜生产装备,那时宽度大多在只有 1.5 m 以内,设备比较简单。
进入 90 年代后,我国从德国、日本、意大利、奥地利等主要的工业国家引进了多层共挤流延膜生产线,如德国 Reifenhauser、W&H、美国的 Battenfeld、David standar.SML 公司、日本三菱重工公司、意大利 Colines 等,流延薄膜踏入了发展的初中级阶段。
那时,由于设备昂贵,只有少数实力较强的国营单位,如佛塑、南京钟达等,垄断性较强,同时也为后来国产流延装备的发展打下了良好的基础。
近几年来,随着我国的流延膜装备企业的不断发展,国产流延膜设备的各项技术指标均基本达到甚至超过国际先进水平。出现了广东仕诚塑料机械有限公司、汕头新中阳、金明塑机、南通三信等国内流延装备厂家。
部分设备甚至引领了未来发流延的发展潮流,未来,国产流延 CPP 薄膜设备正向以下几个方面发展:
●宽幅化,随着降低人力成本和节能以及满足后续加工的需要,CPP 薄膜设备的宽幅化趋势十分明显。由于国内镀铝机也从原来宽度 1350 mm 为主流,后来的 1650 mm 发展到 2500 mm,到现在最宽已达 3500 mm,随着对流延机的配套宽度也要求越来越宽,随着国内流延技术的提高,现流延 CPP 薄膜装备的宽度最高已达 7000 mm。
●高速化,随着流延的技术进步,国内土地成本及人工的不断上涨,为了不增加土地等资源的配置,增产提速是一个不错的选项,现广东仕诚的流延装备速度已达到 300 m/min。
●节能化,采用节能技术,特别是变频技术的使用,通过优化设计,大大减少了生产的能耗,有些控制得比较好的企业,每吨流延 CPP 薄膜的用电量只是 400 度左右。
●自动化,自动 APC 控制及远程技术控制的应用,国内流延机已经能实现设备的远程控制,生产初步智能化。
●个性化,随着国内流延薄膜竞争的越来越激烈,差异化成企业的重要选项,流延装备制造厂家将越来越多按客户的要求,量身定做,满足了客户的要求。
第三部分 流延 CPE
一、流延 CPE 薄膜
聚乙烯(PE)是树脂中分子结构最简单的一种,五大通用塑料之一,是通用合成树脂中产量最大的品种,约占世界塑料产量的四分之一。相对于流延 CPP 薄膜,CPE 有优异的抗穿刺性、抗撕裂性、抗环境应力开裂性、抗低温冲击性。所以 CPE 流延薄膜广泛用途于工业、食品、医疗、日化、电子及特殊功能,特别是较多用于包装上。
通常有以下五种:
1、一般 PE 复合包装,流延 CPE 和 BOPP、BOPA 等复合,用于糖果、饼干、茶叶包装、大米包装等。
2、医药包装,析出物少,防污染热封性好。
3、纸巾包装,较多用于小包纸巾、湿纸巾等。要求双面爽滑及良好的抗静电性能,有优良的落镖冲击强度。
4、油包装专用复合热封层,用于粽油、花生油、火锅底料、调味油包等。要求对热封强度高、耐油类浸润。
5、真空水煮包装袋,用于 100 ℃ 水煮杀菌,蔬菜、腌制、味酱、卤制品包装。
6、低温冷冻包装,包装耐 -18 ℃ 冷冻真空、薄膜耐穿刺、柔、韧性好,如海鲜、水饺等。
7、立式液体复合包装,CPE 和 BOPP、BOPA 等复合,用于洗涤剂、油类、饮料等包装,要求 CPE 热封性能优良的同时也有一定的挺性。

二、国内流延 CPE 的生产发展
由于 PE 的流动性较差,特别是很多用于吹膜的 LLDPE,大多数MI 只有 1-3,流动性很差,大多数PE薄膜的生产都是用吹膜生产的,极少数用生产的流延 CPE 薄膜,宽度不超过 2.5 米,而且生产的流延 CPE 薄膜,大多数以成本较高的 LDPE 为主。
近几年,随着我国流延技术的提高,创新研发的不断投入,现在我国内已有生产4米的流延 CPE 薄膜生产线,而国外同行大多在 2.8 米以内,国外企业在流延 CPE 装备和生产方面已经被国内企业远远甩在后面。
通过对挤出螺杆的专门设计,流道的改进设备技术的提高,可以使用吹膜原材料,在原料成本不变的情况下,生产的流延 CPE 薄膜平整度好、热封性能佳、透明度好以及产量高,能耗少,特别适合无溶剂复合。
CPE 薄膜一般使用的配方为 LLDPE 与 LDPE 混合,并根据要求选择 8 C、6 C。
由于 CPE 薄膜的优良性能,近两年得到迅猛发展,很多吹膜国内外厂家都在积极洽谈引进事宜,大有取代吹膜之势。
鉴于 CPE 薄膜的美好发展前景,国内镇海石化与 Exxon Mobil 等国内外的的原料供应商正在积极开发适用流延 CPE 薄膜的专用原材料。当然,CPE 薄膜也有其极限性,那就是投资高,产品规格受限制等。
第四部分 总结
近几年,我国流延 CPP 薄膜、CPE 薄膜的技术和制造上得到迅猛发展,市场需求保持1 0 ~ 20 % 的快速增长,国内市场容量惊人,而且伴随着国产流延设备的不断成熟,进入流延薄膜生产的门槛也越来越低,市场竞争也日趋激烈。
开发差异化、专用化流延产品成为很多流延企业在竞争中制胜的法宝,如 MOPP 等,在原来的流延基础上,增加纵向拉伸,改善了流延薄膜的性能,而且,可以达到了减少产品厚度的目的。
另外,流延薄膜也被应用在新能源、汽车、锂电池等。作为绿色能源的锂电池,因其卓越的性能近两年来得到了迅猛的发展,被广泛应用于各个领域,如手机、笔记本电脑、汽车、小型摄像机、军事用途。特别是近两年锂电池新能源车市场蓬勃发展,电动化势不可挡。
据业内专家统计,新能源汽车规模已超万亿,未来 5 年复合增速达到 35 %。而锂电池中隔膜是锂电池的重要组成部分,锂电池隔膜的性能决定了电池的界面结构、内阻等,直接影响电池的容量、循环以及安全性能等特性,性能优异的隔膜对提高电池的综合性能,具有重要的作用。而锂电池隔膜的干法生产正是用流延法生产的。
除此之外,锂电池的包装铝塑膜,由于其重量轻、安全性能好,也被广泛应用。而铝塑膜中的流延 CPP 起到至关重要的作用。这些新产品,随着以国产流延设备的成熟,将得到很好的发展。
转自——食品包装联盟公众号
我司供应 CPE/BOPE 薄膜用——超透超低雾度防粘连剂 SILTON JC 硅酸铝盐系列
依据广告法,可能是目前最好的选择
技术咨询:张凯,13825504923
出货事宜:程明,13825501180

